
預(yù)焙陽極炭塊相鄰?fù)肟字g開槽技術(shù)節(jié)能降耗的作用
2010-12-28 04:51:12趙紅軍
材料與冶金學(xué)報(bào) 2010年1期
趙紅軍
(山西關(guān)鋁股份有限公司)
預(yù)焙陽極炭塊相鄰?fù)肟字g開槽技術(shù)節(jié)能降耗的作用
趙紅軍
(山西關(guān)鋁股份有限公司)
通過預(yù)焙陽極炭塊在碗孔之間開槽,碗徑加大和增加碗中斜槽數(shù)量來加大鐵碳導(dǎo)電面積,從而降低陽極的鐵碳?jí)航?從根本上解決了陽極鋼爪的彎曲變形,最終達(dá)到節(jié)能降耗的目的.注:此項(xiàng)技術(shù)已申請國家專利.專利號(hào):200920145185.X.
1 概 述
預(yù)焙陽極炭塊是鋁電解生產(chǎn)中的一種重要原材料,它在鋁電解的生產(chǎn)中起著“心臟”的作用,陽極炭塊內(nèi)在質(zhì)量和各項(xiàng)技術(shù)參數(shù)的設(shè)計(jì)直接影響著電解生產(chǎn)工藝,經(jīng)濟(jì)指標(biāo)以及生產(chǎn)成本.
但是,炭塊內(nèi)在質(zhì)量的影響只是個(gè)別廠家和暫時(shí)的,而各項(xiàng)技術(shù)參數(shù)設(shè)計(jì)的是否合理帶來的影響則是普遍的、長期的,是不容易引起重視的.
2 鐵碳?jí)航档母拍?/h2>
在碳?jí)K的眾多參數(shù)之中,陽極壓降是很重要的一項(xiàng),陽極壓降越低,標(biāo)志著陽極組裝的質(zhì)量越高,即在陽極上面所消耗的電能越少,陽極壓降由:(1)炭塊本身壓降;(2)鐵碳?jí)航?(3)鋼爪壓降;(4)爆炸焊塊壓降;(5)鋁導(dǎo)桿壓降等組成.
在這里,我們只討論其中的鐵—碳?jí)航?影響鐵—碳?jí)航档闹饕蛩赜?①鋼爪頭的表面光潔度;②組裝陽極的磷生鐵澆鑄質(zhì)量;③鐵—碳的接觸面積.
前兩項(xiàng)在實(shí)際生產(chǎn)中得到改善和提高,第三項(xiàng)由碳碗本身尺寸的大小決定,無法改變.從物理學(xué)上得知,導(dǎo)體的電阻公式 R=ρ,(其中 ρ為電阻率,它是材料固有的性質(zhì);L表示導(dǎo)體材料的長度;S表示導(dǎo)體材料的截面積).由上式可見,導(dǎo)體的電阻和其橫截面積成反比,即截面積越大,導(dǎo)體的電阻越少,這就是為什么在相鄰?fù)肟字g開槽,同時(shí)增大碗孔直徑和斜槽數(shù)量能降低鐵—碳?jí)航档睦碚摳鶕?jù).
3 碗孔不相連的缺點(diǎn)
(1)每個(gè)鋼爪電流分布不均勻,造成陽極消耗不平整,容易形成粘爪.
(2)無法克服鋼爪和炭塊的膨脹系數(shù)不同帶來的鋼爪頭彎曲變形問題.
(3)澆注鐵水時(shí)需要依次澆注,勞動(dòng)強(qiáng)度大.
4 碳碗直徑小的不足
碳碗孔直徑如果和所用鋼爪的頭直徑相差過小,可以造成以下諸多不足:
(1)陽極組裝時(shí)困難.由于碗孔和鋼爪頭直徑相差過小,造成在組裝時(shí)鋼爪頭難以放置在碗孔的中間,尤其是雙陽極無法保證每個(gè)鋼爪頭都放置在碳碗的中央,甚至造成爪頭和孔壁接觸,致使鐵水無法充分灌進(jìn)去,形成澆鑄缺陷,影響此鋼爪頭的導(dǎo)電效果,還可以造成鐵環(huán)粘爪或電流分布不均勻的現(xiàn)象.
(2)澆鑄困難,由于縫隙過小,在澆鑄時(shí)容易沖爪,同時(shí)排氣量不足,鐵水冒泡嚴(yán)重,形成澆鑄夾渣和氣孔.
(3)鐵環(huán)壁過薄,強(qiáng)度不夠,容易形成鐵環(huán)裂紋和鋼爪松動(dòng)造成脫極.
5 改進(jìn)技術(shù)的效果
相鄰?fù)肟字g開槽,碳碗直徑加大和斜槽數(shù)量增加所帶來的優(yōu)點(diǎn)和經(jīng)濟(jì)效益分析如下.
5.1 經(jīng)濟(jì)分析
以山西關(guān)鋁股份有限公司為例,190 kA系列原的計(jì)預(yù)焙炭塊的碗徑為 165 mm,其設(shè)計(jì)鐵 -碳?jí)航禐?64.8 mV,斜槽數(shù)量為 6個(gè),經(jīng)計(jì)算,其鐵
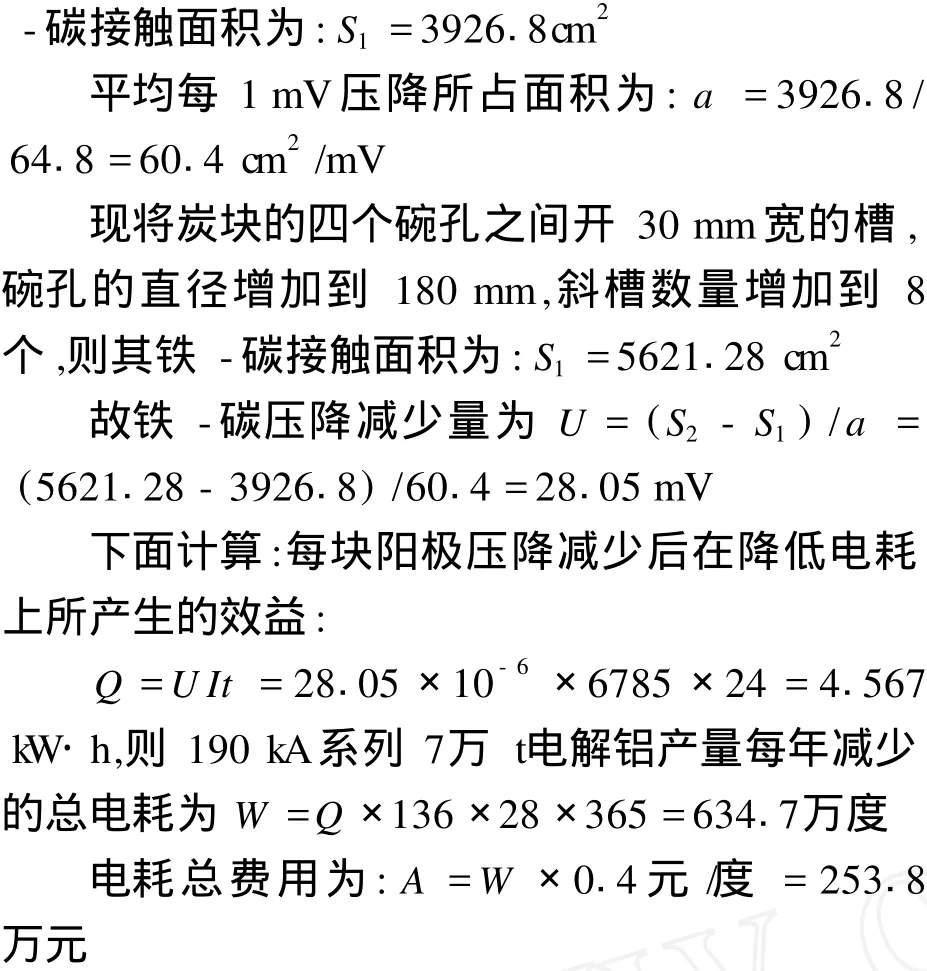
另外,碗孔之間開槽,碗徑加大,斜槽數(shù)量增加后在炭塊總質(zhì)量上將有所減輕,可以降低炭塊單塊質(zhì)量,降低陽極毛耗,計(jì)算如下 m=ρv=7.12 kg,全年節(jié)約炭塊費(fèi)用為 365×136×7.12×3.5=123.7萬元 (炭塊 3500元 /t)
因此,由上面計(jì)算可知:相鄰?fù)肟字g開槽,炭碗直徑加大,斜槽增加到 8個(gè),每年 190 kA系列 7萬 t電解鋁電產(chǎn)量可節(jié)約費(fèi)用總計(jì)為 253.8萬元 +123.7萬元 +30萬元 =407.5萬元 (30萬元為每年鋼爪維修費(fèi)用)
5.2 所帶來的好處
(1)可以克服上面第 4點(diǎn)所述的不足.
(2)相鄰?fù)肟字g開槽后,除了可降低鐵碳?jí)航狄酝?還有 4點(diǎn)好處.①可以從根本上克服鋼爪彎曲變形造成的一系列問題;我們知道,鋼爪的彎曲變形是由于鋼爪梁和炭塊的熱膨脹系數(shù)不同,在電解高溫下,兩者形成了熱膨脹的位移差,在鋼爪頭發(fā)紅變軟的情況下,從而造成了鋼爪的彎曲變形,如果將碗孔之間開槽,則澆鑄的鐵環(huán)將三個(gè) (四個(gè))爪頭連在一起,而鐵環(huán)和鋼梁的膨脹性是一樣的,從而克服了炭塊膨脹不足對鋼爪造成的變形.如此,鋼爪則永遠(yuǎn)不會(huì)變形,則不需要對彎曲的鋼爪進(jìn)行校直;②組裝方便,碗孔之間開槽后,工人澆鑄時(shí)只需在一個(gè)孔內(nèi)倒鐵水,幾個(gè)孔都會(huì)澆滿,不但減輕了工人的勞動(dòng)強(qiáng)度,還提高了澆鑄速度,由于增大了碗孔的排氣量,消除了鐵環(huán)的氣孔和夾渣等缺陷,提高了鐵水的澆鑄質(zhì)量;③由于四個(gè)鐵環(huán)是連在一起的,這樣可以使電流分布更加均勻,使電解槽更加平穩(wěn)運(yùn)行,陽極消耗均勻,底部平整,不容易因電流偏流形成鐵環(huán)粘爪;④由于碗孔之間開槽,處理殘極時(shí)更加容易,減輕工人的勞動(dòng)強(qiáng)度.
6 結(jié) 論
陽極碳?jí)K相鄰?fù)肟字g開槽,碗徑適當(dāng)加大,斜槽由 6個(gè)增加到 8個(gè).在節(jié)約電耗,降低陽極毛耗,克服鋼爪彎曲變形,減輕員工勞動(dòng)強(qiáng)度,節(jié)約鋼爪維修費(fèi)用,提高電解運(yùn)行平穩(wěn)度等方面都有好處.經(jīng)過山西華圣鋁業(yè)半年的全面推廣使用,證明此方法是完全可行的,每年節(jié)約費(fèi)用 50萬元 /萬 t-Al,極具技術(shù)開發(fā)價(jià)值.
7 實(shí)施費(fèi)用
此項(xiàng)技術(shù)的實(shí)現(xiàn),只需要在陽極炭塊成型時(shí),在碗孔成型頭之間加一塊鋼板,再適當(dāng)增加成型頭的直徑和斜槽數(shù)量,即可達(dá)到目的.費(fèi)用不足2000元,而且不需要其他設(shè)備和技術(shù)的支持.
A
1671-6620(2010)S1-0092-03

表1 對比說明

猜你喜歡
有色金屬設(shè)計(jì)(2023年4期)2024-01-11 12:10:26
陜西師范大學(xué)學(xué)報(bào)(自然科學(xué)版)(2022年6期)2022-12-02 06:06:56
防爆電機(jī)(2022年1期)2022-02-16 01:14:04
環(huán)境保護(hù)與循環(huán)經(jīng)濟(jì)(2021年7期)2021-11-02 08:10:44
科學(xué)導(dǎo)報(bào)(2019年47期)2019-09-25 02:10:40
大電機(jī)技術(shù)(2018年4期)2018-09-26 03:11:28
中國有色金屬(2018年14期)2018-08-03 07:47:04
河南工學(xué)院學(xué)報(bào)(2017年1期)2017-06-07 09:00:59
上海金屬(2016年4期)2016-11-23 05:39:29
有色金屬設(shè)計(jì)(2012年2期)2012-09-25 03:45:46
